|
×
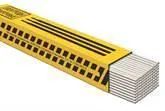
Электрод Арсенал 3мм (1кг)
Электроды Арсенал МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – "КП", "ПС", "СП" и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Коэффициент наплавки – 8,5-9,5г/А.ч. Расход электродов на 1 кг наплавленного металла - 1,65 кг. Предназначены для сварки угловых, стыковых, нахлесточных соединении во всех пространственных положениях, в том числе вертикальных швов способом сверху-вниз. Возможно использование электродов АНО-21 для сварки корневого шва металла большой толщины. Сварка способом сверху-вниз производится опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70°к направлению сварки. Допускается сварка удлиненной дугой по не зачищенным поверхностям.
Электроды Арсенал МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – "КП", "ПС", "СП" и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Коэффициент наплавки – 8,5-9,5г/А.ч. Расход электродов на 1 кг наплавленного металла - 1,65 кг. Предназначены для сварки угловых, стыковых, нахлесточных соединении во всех пространственных положениях, в том числе вертикальных швов способом сверху-вниз. Возможно использование электродов АНО-21 для сварки корневого шва металла большой толщины. Сварка способом сверху-вниз производится опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70°к направлению сварки. Допускается сварка удлиненной дугой по не зачищенным поверхностям.
Competitor's products
|
|||||||||||||
|
2009-2024 © All Rights Reserved
|


 SENDING A REQUEST ...
SENDING A REQUEST ...